飛錘支架的夾具設(shè)計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- 飛錘支架的夾具設(shè)計
目 錄
前言------------------------------------------------------------------------------------------------------------(3)
1.零件的工藝分析---------------------------------------------------------------------------------------(4)
1.1 零件的功用��、結(jié)構(gòu)和特點----------------------------------------------------------------------------(4)
1.2 主要加工表面及要求----------------------------------------------------------------------------------(4)
2.飛錘支架夾具設(shè)計------------------------------------------------------------------------------------(6)
2.1工序的工藝分析----------------------------------------------------------------------------------------(6)
2.2定位方案及定位元件選擇和設(shè)計-------------------------------------------------------------------(8)
3.繪制夾具裝配圖見附表一--------------------------------------------------------------------------(13)
4.夾具設(shè)計說明書----------------------------------------------------------------------------------------(15)
4.1夾具設(shè)計的基本要求---------------------------------------------------------------------------------(15)
4.2 夾具設(shè)計的程序--------------------------------------------------------------------------------------(17)
5.加工程序-------------------------------------------------------------------------------------------------(22)
6.結(jié)論-----------------------------------------------------------------------------------------------------(24)
7.參考文獻(xiàn)-----------------------------------------------------------------------------------------------(24)
(1)飛錘支架零件圖------------------------------------------------------------------------------1
(2) 裝配圖--------------------------------------------------------------------------------------附表一
零件的功用��、結(jié)構(gòu)和特點
功用:起支撐作用��。由于該工件工作時要承受一定的力,因此要求有一定的強(qiáng)度��、剛度和韌性��。
1.2 主要加工表面及要求
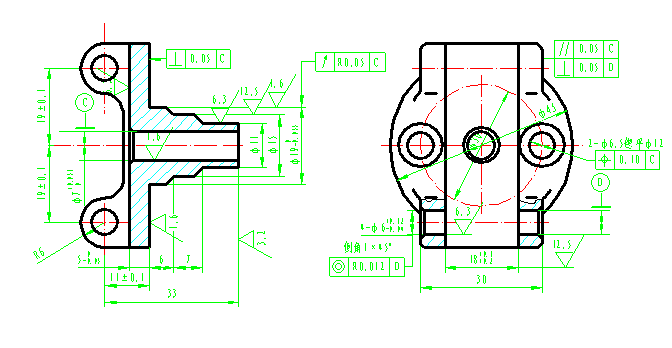
1. 孔徑為φ7的孔,其形位公差遵守包容要求��,表面粗糙度Ra1.6μm��,孔的端面與寬18的槽相通��,孔口倒角1×45°。
2. 飛錘支架φ11的回轉(zhuǎn)面,表面粗糙度為Ra6.3μm��。
3. 飛錘支架φ15的回轉(zhuǎn)面��,表面粗糙度為Ra12.5μm��。
4. φ19的回轉(zhuǎn)面和右端面,表面粗糙度為Ra1.6μm,并倒角。
5. 飛錘支架表面2-φ6.5锪平φ12的沉孔,銑上表面及其輪廓,表面粗糙度不作要求。
6. 4-φ6的孔��,表面粗糙度為Ra6.3μm��,倒角1×45°��。
7. 寬18的槽,表面粗糙度為Ra6.3μm��。
機(jī)械加工加工方案 表(1)
工序號 內(nèi)容 設(shè)備
10 熱處理 熱處理
20 1)粗車φ11��、φ15����、φ19回轉(zhuǎn)面和右端面 CA6140臥式車床
2)鉆φ7的孔至φ6
3)擴(kuò)φ7的孔至φ6.8
25 1)半精車φ19及右端面至圖樣要求 CA6140臥式車床
2)鉸φ7的孔至圖樣要求
3)孔口倒角
30 銑飛錘支架上端面及2—φ6.5锪平φ12沉孔 鉆床
40 1)鉆4—φ6的孔至φ5.8 TX612鏜床
2)鉸4—φ6的孔�����,倒角
50 銑寬18的槽 XA6132銑床
60 去毛刺 鉗工
70 清洗
80 檢驗
工藝路線如表1所示��,根據(jù)18的加工要求選擇φ18的三面刃銑刀和XA6132銑床��。
...
飛錘支架的夾具設(shè)計_下載(doc格式) 技術(shù)文檔
主站蜘蛛池模板:
欧美一区二区三区在线
|
亚洲成在线观看
|
欧美精品一区二区三区在线
|
激情六月丁香婷婷
|
久久久av|
成人av免费
|
一区二区三区视频在线观看
|
久久久123
|
亚洲欧美日韩在线
|
欧美一区二区激情三区
|
午夜小电影|
亚洲视频一区在线观看
|
秋霞电影院午夜伦
|
a精品视频
|
伦理二区|
91极品尤物在线播放国产
|
国产精品成人久久久久
|
亚洲情综合五月天
|
亚洲黄色成人网
|
国产精品久久久久一区二区三区
|
日韩不卡在线
|
午夜小电影
|
精品视频久久久久久
|
国产精久久久久久久妇剪断
|
日本a v在线播放
|
欧美成人h版在线观看
|
毛片a区|
成人av一区|
亚洲v日韩v综合v精品v
|
国产精品毛片无码
|
亚洲精品久久久久久久久久久
|
中文字幕第十五页
|
久久综合影院
|
亚洲国产成人精品女人久久久
|
2021狠狠天天天
|
亚洲福利片
|
亚洲免费人成在线视频观看
|
一区二区三区在线 | 欧
|
麻豆国产一区二区三区四区
|
欧美一区在线视频
|
三级免费毛片
|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號

 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

