日韩免费激情视频_日本精品久久_青青草在线免费观看_日韩久久一区二区_日韩三级_久久成人av
<li id="8aksy"></li>
<dl id="8aksy"></dl>
<li id="8aksy"></li>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║27605 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
╝╝ąg╬─Ön
ŃŖŪ·▌Sā╔Č╦├µ┤“ųąą─┐ūŖAŠ▀
╬─╝■┤¾ąĪ
Ż║ 482 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2015-05-17
░l ▓╝ ╚╦
Ż║ 2231236245
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
1ĪóįOėŗŠ▀¾wā╚╚▌
1.1┴Ń╝■Ą─ū„ė├Ż║
Ū·▌S╩Ū░läėÖC╔ŽĄ─ę╗éĆųžę¬Ą─ą²▐DÖC╝■Ż¼čb╔Ž▀BŚU║¾Ż¼┐╔│ąĮė╗Ņ╚¹Ą─╔ŽŽ┬Ż©═∙Å═Ż®▀\äėūā│╔裣h▀\äėĪŻŪ·▌Sų„ę¬ėąā╔éĆ╝ė╣ż▓┐╬╗Ż║ų„▌SŅi║═▀BŚUŅiĪŻų„▌SŅi▒╗░▓čbį┌Ėū¾w╔ŽŻ¼▀BŚUŅi┼c▀BŚU┤¾Ņ^┐ū▀BĮėŻ¼▀BŚUąĪŅ^┐ū┼cÜŌĖū╗Ņ╚¹▀BĮėŻ¼śŗ│╔ę╗éĆĄõą═Ą─Ū·▒·▀BŚUÖCśŗĪŻ░läėÖC╣żū„▀^│╠Š═╩ŪŻ║╗Ņ╚¹Įø▀^╗ņ║Žē║┐s┐šÜŌĄ─╚╝▒¼Ż¼═Ųäė╗Ņ╚¹ū÷ų▒ŠĆ▀\äėŻ¼▓ó═©▀^▀BŚUīó┴”é„ĮoŪ·▌SŻ¼ė╔Ū·▌Sīóų▒ŠĆ▀\äė▐Dūā×ķą²▐D▀\äėĪŻę“┤╦Ż¼Ū·▌S┴Ń╝■╝ė╣ż┘|┴┐Ą─║├ē─īóų▒Įėė░Ēæų°░läėÖCĄ─š¹¾wąį─▄ĪŻ
1.2┴Ń╝■Ą─╣ż╦ćąįĘų╬÷Ż║
į┌▀MąąŪ·▌S┴Ń╝■Ą─╣ż╦ćąįĘų╬÷ų«Ū░Ż¼ūī╬ęéāŽ╚┴╦ĮŌę╗Ž┬Ū·▌SĄ─ĮYśŗłDŻ¼ęį▒Ńī”Ū·▌Sėąę╗éĆĖąąįĄ─šJūRŻ¼ė╔Ž┬łDa╦∙╩ŠŻ║Ū·▌Sų„ę¬ė╔ų„▌SŅiĪó▀BŚU▌SŅiĪóų╣═Ų├µĪóĘ©╠mČ╦Īó▌SŅ^Č╦ĪóŪ·▒·ĪóŪ·▒·▒█ĪóŲĮ║ŌēKĄ╚ĮM│╔ĪŻ
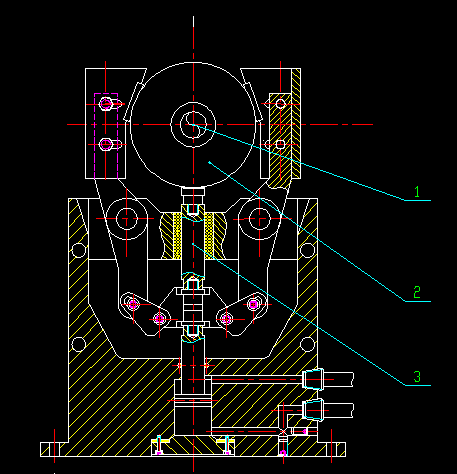
Ęų╬÷Ņ}─┐ĮoČ©Ą─Š▀¾wŪ·▌S┴Ń╝■Ż©ęŖĖĮłD1Ż®Ż¼Å─Ū·▌SĮYśŗ╔Ž┐┤Ż¼Ū·▌Sėų╝ÜėųķLŻ¼ŲõķLÅĮ▒╚ę╗░ŃČ╝┤¾ė┌10Ż¼╩ŪĄõą═Ą─╚ßąį╝■ĪŻ╝ėų«Ū·▌SĮYśŗÅ═ļsŻ¼╣ż╦ćąį▓ŅŻ¼ė╚ŲõĮoÖCąĄ╝ė╣żÄ¦üĒ║▄┤¾└¦ļyĪŻ═©│Ż┐╔īóŪ·▌SĄ─╝ė╣ż▀^│╠Ęų×ķ╦─éĆļAČ╬ĪŻĄ┌ę╗ļAČ╬ų„ę¬╩ŪęįŃŖŃ@×ķų„Ą─╗∙£╩╝ė╣żŻ¼╝┤ŃŖČ©╬╗├µŻ©Ū·▌Sā╔Č╦├µŻ®┤“ųąą─┐ūŻ╗Ą┌Č■ļAČ╬╩Ūęį▄ćĪóŃŖĪóŃ@×ķų„Ą─═Ļ│╔╚½▓┐▌SŅiĄ─┤ų╝ė╣żŻ╗Ą┌╚²ļAČ╬×ķ¤ß╠Ä└ĒŻ╗Ą┌╦─ļAČ╬×ķęį─źĪóÆü╣Ō×ķų„Ą─Š½╝ė╣ż╝░Č╦├µ╝ė╣ż║═äėŲĮ║ŌĪŻ┤╦═ŌŻ¼ę╗Śl═Ļš¹Ą─Ū·▌S╔·«aŠĆ▀Ć░³└©čb┼õØLē║ąŻų▒Īó£y┴┐ĪóŪÕŽ┤Ę└Ė»Ą╚╣żą“ĪŻŲõųąŻ¼Ą┌Č■ļAČ╬ų„▌SŅi║═▀BŚU▌SŅiĄ─╝ė╣ż╩ŪŪ·▌S╝ė╣ż╣ż╦ćĄ─ļy³cŻ¼Ą½▀@ę╗▓┐ĘųĄ─╝ė╣ż╣ż╦ć░lš╣čĖ╦┘ĪŻ
Ū·▌Sī”│▀┤ń╣½▓ŅĪóą╬╬╗╣½▓ŅĪó▒Ē├µ┤ų▓┌Č╚ę¬Ū¾Č╝▒╚▌^Ė▀Ż¼Å─┴Ń╝■łD╔Ž┐╔ęį┐┤│÷Ż║ų„▌SŅi╝░▀BŚU▌SŅių▒ÅĮĄ─╣½▓ŅĄ╚╝ē×ķIT6Ż¼łAų∙Č╚╣½▓ŅĄ╚╝ē×ķ6╝ēŻ¼▀BŚU▌SŅi▌SŠĆī”ų„▌SŅi╣½╣▓▌SŠĆĄ─ŲĮąąČ╚×ķ6╝ēŻ¼ŲõėÓų„▌SĄ─łA╠°äė×ķ8╝ēĪŻųžę¬▒Ē├µ┤ų▓┌Č╚▓╗Ą═ė┌RaųĄ3.2Ą─ę¬Ū¾ĪŻ┤╦═Ō▀ĆėąŽÓ╬╗ĮŪČ╚Ų½▓ŅŻ¼ę╗░Ń▓╗┤¾ė┌ Ż¼ī”Ū·▌SĄ─äė▓╗ŲĮ║Ō┴┐ę▓ėąę¬Ū¾Ż¼Ņ~Č©▐D╦┘įĮĖ▀ī”Ū·▌SĄ─äė▓╗ŲĮ║Ō┴┐ę¬Ū¾įĮć└Ė±ĪŻ ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
ATOX50ę║ē║ŽĄĮy▓┘ū„šf├„.pdf
2
ATOX50ą═įŁ┴Ž┴ó─źĄ─╣żū„įŁ└Ē║═╠ž³c
3
ATOX375╔·┴Ž─ź═Ō裣hųąĘ█┴Ž▀^ČÓĄ─ĮŌ
4
ÜŌäėÖCąĄ╩ų▒█
5
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
6
HRM4800įŁ┴Ž┴ó─ź╩╣ė├╩ųāį
7
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
8
╚fŽ“╣Øé„äė▌SĄ─įOėŗšō╬─
9
┴ą╣▄╩ĮōQ¤ßŲ„įOėŗ
10
CK6163ą═öĄ┐žÖC┤▓«ģśIįOėŗšf├„Ģ°
Ė³ČÓ..
ūŅą┬╬─Ön
1
2024ūóāįĮo┼┼╦«šµŅ}ĮŌ╬÷ĪČ░Ė└²ĪĘŻ©
2
SH©MT 3501-2021 ╩»ė═╗»╣żėąČŠĪó┐╔
3
ĪČ┤³╩Į│²ēmė├×V┴Ž╝╝ągę¬Ū¾ĪĘŻ©TCAE
4
ĪČ┤³╩Į│²ēmė├│¼╝Ü├µīė×V┴Ž╝╝ągę¬Ū¾
5
╦ß─╠ÅSģ^Ż¼▄ćķgŻ¼─²╣╠ą═╦ß─╠Ą─╔·«a
6
JGT_163-2013_õōĮŅÖCąĄ▀BĮėė├╠ū═▓
7
├ō┴“č§╗»’LÖC¼Fł÷Özą▐╣ż╦ćęÄ│╠doc
8
¤²ĮY│ķ’LÖCÖzą▐╝░įć▄ć┼c“×╩šś╦£╩do
9
CADĄ±╗©3
10
cadĄ±╗©1
¤ßķT╬─Ön
1
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
2
ÜŌäėÖCąĄ╩ų▒█
3
ÖC┤▓ŖAŠ▀įOėŗ╩ųāį Ą┌╚²░µ.pdf
4
ÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāį.pdf
5
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
6
čb┼õŃQ╣ż.pdf
7
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
8
ÖCąĄįOėŗĮ¹╝╔1000└².pdf
9
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
10
öć░ĶÖC╩╣ė├šf├„Ģ°
ŃŖŪ·▌Sā╔Č╦├µ┤“ųąą─┐ūŖAŠ▀_Ž┬▌d(docĖ±╩Į) ╝╝ąg╬─Ön
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
欧美日韩在线一区
|
美国黄色一级片
|
四虎影院新地址
|
亚洲网站在线观看
|
韩日精品一区
|
精品国产乱码
|
超碰成人免费观看
|
亚洲 欧美 在线 一区
|
欧美高清视频在线观看
|
伊人久久综合
|
在线亚洲人成电影网站色www
|
久久成人精品
|
午夜小电影
|
国产91精品久久久久久久网曝门
|
国产区精品
|
一区二区三区视频在线
|
欧美亚洲视频
|
国产免费麻豆视频
|
久久久久久一区
|
日日日干干干
|
精品在线免费看
|
国产精品成人一区二区三区
|
中文字幕1区2区3区 亚洲国产成人精品女人久久久
|
91在线电影
|
国产乱码精品一区二区三区中文
|
久久精品国产一区老色匹
|
91精品国产91久久久久久吃药
|
成人av电影在线
|
h视频免费在线观看
|
男女羞羞视频在线免费观看
|
亚洲精品字幕
|
亚洲国产精品一区在线观看
|
成人aaa视频
|
精品一区二区电影
|
日韩在线观看中文字幕
|
亚洲国产精品视频
|
日韩美香港a一级毛片免费 国产综合av
|
日本三级全黄三级a
|
四虎伊人
|
亚洲精品视频一区
|
亚洲网站在线观看
|
<cite id="iag8u"></cite>
<button id="iag8u"></button>
<li id="iag8u"><dl id="iag8u"></dl></li>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢